McNab Model DSB Two-Angle Clarity Analyzer |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Click to enlarge
|
Center-of-pipe,
real-time, two-angle measurement of suspended solids for your product
improvement.
A light or near-infrared scattering clarity measuring instrument, self-correcting for variations in illumination, color & fouling of optical surfaces. Related Technical Papers/News Releases: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Simultaneous Dual Angle (90° and Forward Scatter) IndicationHow It WorksTurbidity is the effect particles have on a light shining through liquid. Typical turbidity units are EBC, ASBC, PPM (parts per million), FTU, NTU, JTU, D.E., Helm, Wedge and others. In a nephelometric turbidimeter, a collimated light shines through the liquid The light measured at a 90 degree angle to the collimated light (side scatter) is indicated in NTU units, and is proportional to the concentration of particles. Light, of course, is scattered in all directions by the suspended particles (the Tyndall effect.) The amount of scatter in any particular direction may vary with the particles' characteristics; i.e. shape, size, color, reflectivity, absorption, etc. Since the amount of light scattered forward may the different from the light scattered at 90°, it is advantageous to measure both angles simultaneously. For the forward scatter, it is important to have as small an angle as possible because as the angle decreases, sensitivity to particle size increases. Because of these variations in scatter direction, the McNab Model DSB measures scatter simultaneously at 13° (forward scatter) and 90° from the axis of the light. Outputs from the two (13° and 90°) channels are for example, used to activate separate alarms. On the other hand, comparative processing can indicate variations between the two types’ of scatter, providing information on particle size. The forward and right-angle scatter can be recorded continuously, separately, and simultaneously to provide process documentation, and warn of upsets and changes in product quality. The Model DSB consists of a flow cell assembly and a dual channel control/indicator unit for forward scatter and side scatter signals. McNab’s unique four-chamber flow cell design optically isolates forward scatter and side scatter.
As can be seen in the accompanying illustration, the flow cell includes:
4. The indicator/ control unit contains the modular electronic circuitry necessary to process signals from the photosensors. This provides readings in the required units, displays those readings, inputs desired set- points, indicates alarm levels, operates relays and provides self-diagnostics. From Light Beer to Coal Slurry,McNab Clarity Analyzers measure suspended solids in process liquids with:
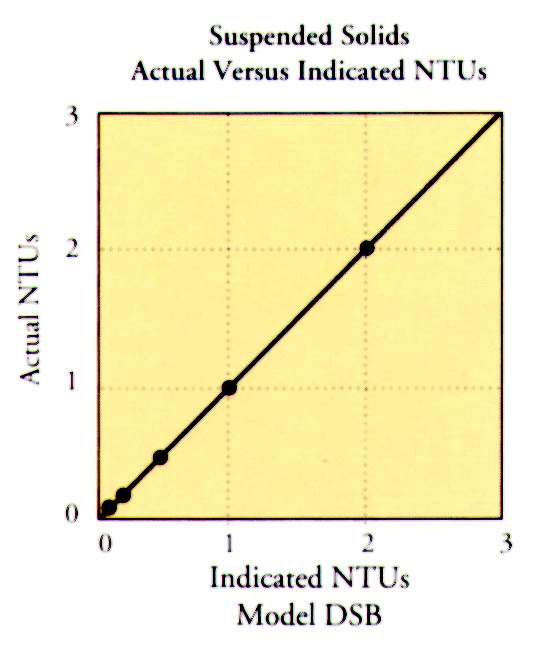
No Standardization RequiredThe DSB achieves measurement stability of 0.1% per year, allowing maintenance-free operation. This is made possible by three critical matched signal-verifying modules (SVM’s), each with 100-megohm input impedance. These SVM’s eliminate drift, so there is no need for constant restandardization. SVM's also correct for any variation in sensor cable length, so nearby electric interference does not affect operation, even at cable distances of 600 feet (180m). Built-in Zero StandardThe unique built-in zero standard can be used at any time to verify standardization, even when the process is operating. Simply press the test button, and the system verifies that actual standardization has been maintained; no drift has occurred. No down time or removal is needed. High-Range Measurement In Problem Liquids
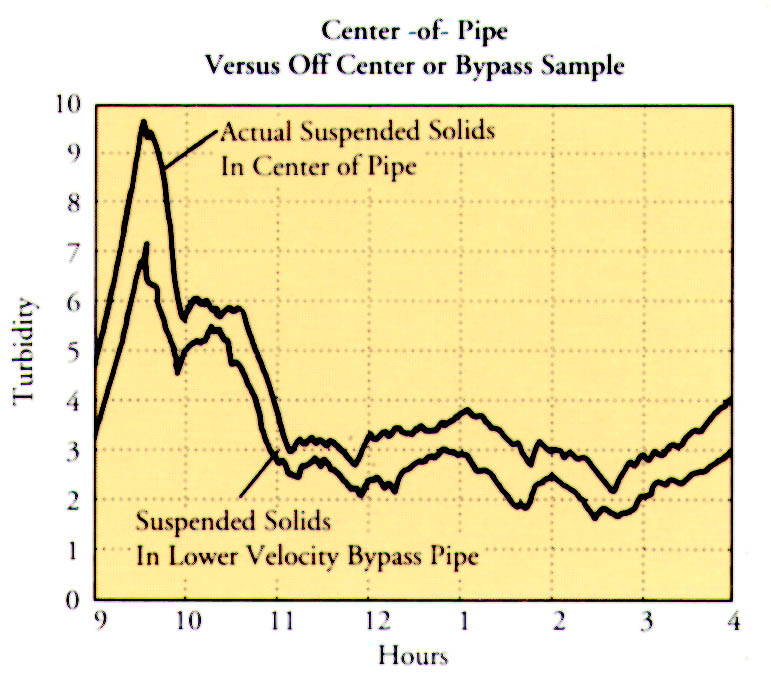
Center-Of-Pipe Measurement
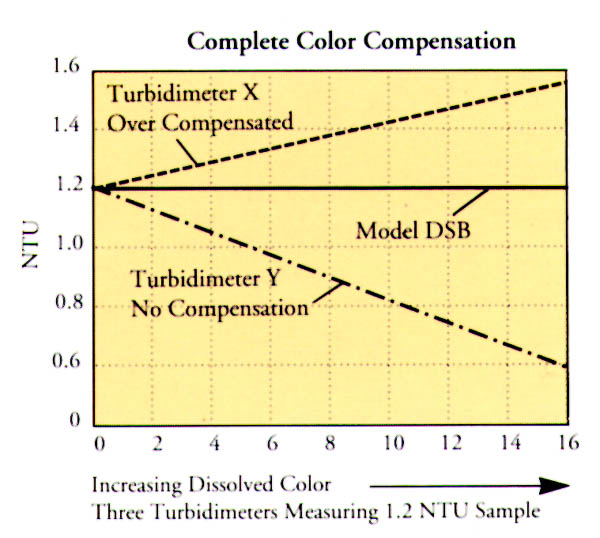
Complete Color Compensation
To prevent color interference, the Model DSB measures light attenuated by color and completely adjusts for this interference. The result is accurate, stable measurement without moving parts or adjustments. Extended-Life Light Source
Future Expansion Capabilities with Opti-Batch™Following modern computer programming needs, your current or future facility computer may be linked to the DSB analyzer providing the following benefits:
If this capability is desired, specify the Opti-Batch™ option. Adjustments and CalibrationPrior to delivery, each DSB is tested at McNab’s calibration bench in the United States. Each size and range is precisely calibrated at five different concentrations. A detailed report is prepared and typically included in the owner’s manual. About McNabMcNab, Inc. is located in metropolitan New York City. Our offices in Mount Vernon, New York include our research & development laboratory, design engineering department, modern manufacturing plant and automatic testing facilites to evaluate our products. McNab's Quality Assurance Process meets Mil-I-45208. We also maintain an engineering and parts facility in Europe. McNab, Incorporated, in business for more than 80 years, designs and manufactures in-pipe analyzers for multi-parameter measurements. We built our first fluid analyzers back in 1930. Today our product line has grown to include not only conductivity and pH, hut also absorption, color, infrared, and scatter turbidity measurements. Our products range in complexity from small electronics, such as industrial timers, to multi-point monitoring systems for the newest nuclear power plants. Whether simple or complex, McNab instrumentation can be relied on to have well engineered solid-state circuitry, sound construction, reliable transducers and the McNab commitment to quality products, on-time shipments, reliable held service and reasonable prices. Specifications
A91-61 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||