
McNab Model HSA Concentration Analyzer |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Click to enlarge
|
For
automatic and continuous unattended monitoring of suspended solids,
concentration or color in liquid by direct across-the-pipe measurements in
a process pipeline.
Analyzers for:
Available inRelated Technical Papers/News Releases: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
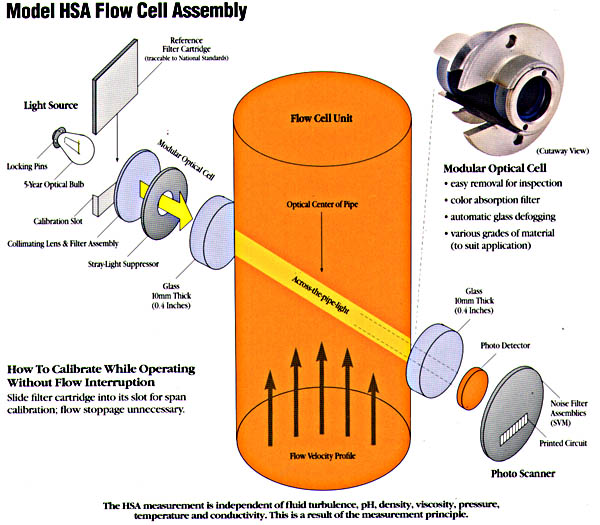
OverviewConsisting of a flow cell unit, two modular optical cells: one for the light source, the other for the photo-electric scanner; and an indicator/controller cabinet, the HSA family of photometric concentration analyzer systems continuously monitor liquid, turbidity, color, cloudiness or opaqueness caused by suspended particles by direct across-the-pipe measurement in a production/quality control environment. HSA instruments measure the decrease in the amount of light transmitted from the light source to the photoelectric scanner photocell. These signals are transmitted to the indicator/controller cabinet, which contains the electronic circuitry necessary to process the signals, to display the readings, to input desired set points, to indicate alarm levels and to operate alarm relays. It also has continuous output for proportional control connections. Glass fogging, condensation, power and temperature fluctuation or bulb aging will not interfere with accurate measurements, as these problems have been addressed in the systems’ design. As the flow cell unit is pipe-mounted, the HSA provides immediate across-the-pipe measurements at operational presses and temperatures. Distortions caused by sample temperature and/or pressure changes are avoided, as are other compromises normally required of off-line sample lines. The across-the-pipe optical path can be visually inspected anytime during operation without pipe shutdown, and McNab’s unique modular optical cells can be quickly hand-removed for off-line inspection, pressure test or replacement. This design has eliminated the traditional problem of broken window glass and fogging. Unambiguous filter calibration is accomplished via the built-in calibration slot in the light-source housing. From Orange Juice to Coal Slurry...Model HSA photometric analyzers measure suspended solids concentration in process liquids with:
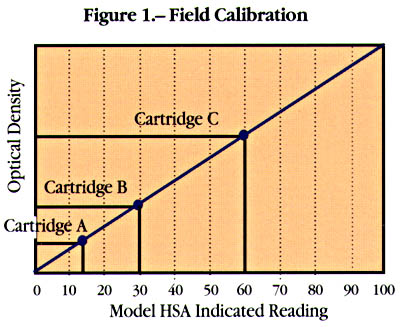
In-Pipe Sampling & AnalysisHistorically, sampling and particle analyses have been a source of problems in concentration monitoring. A significant improvement is provided by in-line sampling and analysis using the McNab Model HSA. In-line analysis provides immediate results, requires no ultra-clean sample bottles, has a high level of flushing in the sample apparatus, and the data collected is readily transferable for computer trend analysis. Further, the in-pipe sampling technique of the HSA flow cell is dynamic in that samples are in the highest flow path, and thus in the best sample region of an operating system. For these and other reasons, in-line analysis with Model HSA instrumentation provides improved accuracy. The HSA installation avoids measurement problems caused by variations in sample port locations, sample apparatus, cluing, collection methods, handling and frequency. Measurements are more representative of actual system turbidity/particle level conditions and, hence, the data is more consistent from sample to sample. This high level of performance assures operator confidence in the analysis. In-Pipe Span Calibration Without Flow InterruptionHSA instruments utilize a unique calibration method that allows simple verification without pipe dewatering. Such in-process verification offers great savings in terms of time and expenses related to flow interruption, line dewatering, and sensor disconnection, and because the pipe is never opened, hazardous or sterile conditions are not compromised. Calibration may be accomplished using certified precision glass optical filter cartridges, which also offers reliable analyzer testing for its quality assurance documentation (ISO 9000 and others.) In Figure 1, the vertical axis represents the optical density of each filter cartridge; the horizontal axis shows the resultant HSA meter reading. The readings verify the HSA’s accurate operations. Advanced Optical And Electronic Design Provide Greater RangeThe HSA’s electronics have been specially designed so that the digital meter readings can be adjusted to fit parts-per-million (ppm) units following the Lambert Beer Law of optics, or:
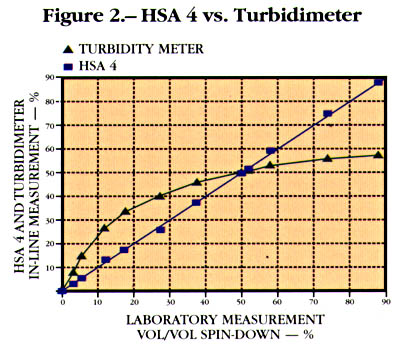
Control Loop OperationIn many applications, the classic turbidity or spectrophotometer reading would be inappropriate. Remembering that turbidity is just a visual impression of cloudiness, it does not separate out particle concentration, color, illumination or eye-viewing angle. Hence, a turbidity analyzer may be of limited value as it responds to all these "matrix" items and not just particles. In Figure 2, the curved line is an average turbidity response, the straight line is that of the particle counter. This is to be understood – the turbidity analyzer sensitivity decreases at high (to the right of the figure) concentration. In an extremely turbid solution practically all the light will be absorbed or scattered before it reaches the sensor, resulting in only a very small amount of light received and, hence, little change in turbidimeter analyzer output. This curved turbidity effect is most pronounced at high concentrations and will cause the analyzer to fail user expectations. In this case, the classical turbidity analyzer is a poor mass measurement analyzer. In turbidity, what must be overcome is the analyzer’s sensitivity change associated with varying turbidity. What is required is the newly designed particle counter in which analyzer readings increase and decrease with constant sensitivity – and only to particle concentration. A redesign of turbidity optics and electronics is mandatory. Where this is not done, the output of the classic turbidity meter can be misreading mass by 30 to 50%, making it unsuitable for control loop operations. Where the linear mass performance is required, specify the HSA 4 particle counter. The HSA may be factory-customized to measure color, polarization, near-infrared, and ultraviolet, allowing the user to automatically record such things as product color, the presence of certain type of NIR/UV signatures and crystal formation. Nephelometric (scatter), forward-scatter-type turbidity monitors are also available to measure low-level turbidities BANTU, PPM, EPA, etc.) Contact McNab for more information. Adjustments and CalibrationPrior to delivery, each HSA is tested at McNab’s calibration bench in the United States. Each size and range is precisely calibrated at five different concentrations. A detailed report is prepared and typically included in the owner’s manual. About McNabMcNab, Inc. is located in metropolitan New York City. Our offices in Mount Vernon, New York include our research & development laboratory, design engineering department, modern manufacturing plant and automatic testing facilites to evaluate our products. McNab's Quality Assurance Process meets Mil-I-45208. We also maintain an engineering and parts facility in Europe. McNab, Incorporated, in business for more than 90 years, designs and manufactures in-pipe analyzers for multi-parameter measurements. We built our first fluid analyzer back in 1930. Today our product line has grown to include not only conductivity, and pH, but also absorption, color, infrared and scatter turbidity measurements. Our products range in complexity from small electronics, such as industrial timers, to multi-point monitoring systems for modern, fully automated chemical processing plants. Whether simple or complex, McNab instrumentation can be relied on to have well engineered solid state circuitry, sound construction, reliable transducers and the McNab commitment to quality products, on-time shipments, reliable field service and reasonable prices. Most McNab instrumentation is manufactured to our standardized designs with pre-existing software, but we maintain the engineering capability to create innovative designs to solve our customers' special instrumentation problems. Specifications
A92-114 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
{kind=link}
{kind=link}