McNab Model RS Particle Contamination Monitor (Forward Scatter) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Features
Technical Papers: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Principles of Turbidity MeasurementTurbidity is the effect suspended particles have on a light shone through a liquid. The degree of turbidity is expressed in such units as PPM (parts per million), FTU, JTU, D.E., Helm, Wedge and others. In a turbidimeter, a collimated light shines through the liquid. A direct-reading turbidimeter (such as the McNab Model HSA) measures the light which passes straight through the liquid. Nephelometric turbidimeters (McNab Model HSB) measure light which is scattered by reflection from the particles in the liquid.
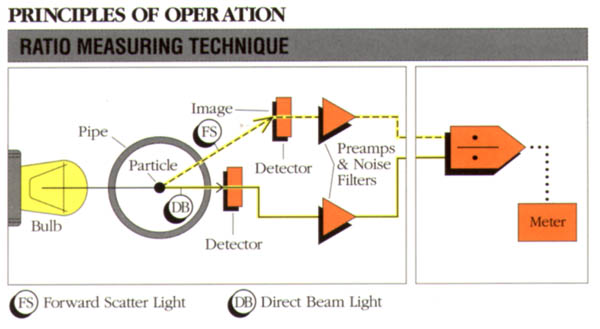
How the Electronic Ratio Technique WorksThe forward scattered light (off the particle) and the direct beam light (transmitted through the pipe) are measured in the flow cell assembly, and because of its very low level, is amplified to appropriate voltage levels and is sent by shielded cabling to the chassis-mounted electronics. The scattered light voltage is then divided by the direct beam light voltage. The resultant signal is indicated in various units, e.g., PPM, JTU, and concentration (%) on the digital meter.
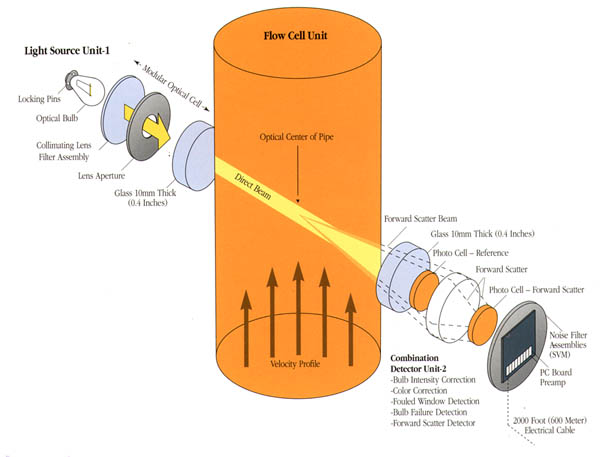
1. The light source and the associated collimating optics. 2. A combination detector which incorporates:
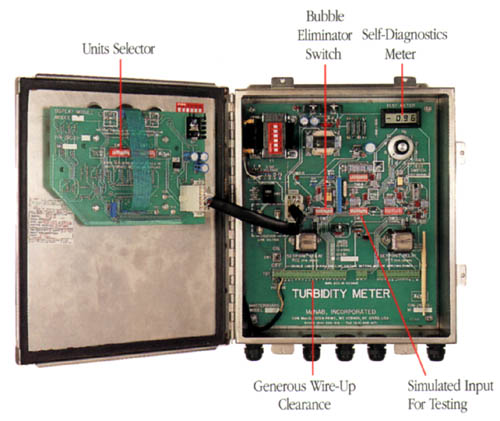
The indicator/control unit contains the modular electronic circuitry to process the photosensor signals, provide and display readings in appropriate units, input desired set-points, indicate alarm levels, operate relays and alarms, provide continuous process documentation signals and perform self-diagnostics. Forward Scatter InstrumentMcNab Clarity Analyzers measure suspended solids in process liquids with:
Modular Optical Cells
This combination has been developed to overcome glass-cleaning and gasket-replacement problems commonly associated with earlier, non-modular designs. Previous designs did not allow for servicing at the wetted face and required the entire flow cell assembly to be removed from the pipe for servicing (which is why flanges on spool pieces were required). In some cases, previous flow cell assembly designs had to be returned to the manufacturer just for window servicing. Inside of McNab's exclusive modular optical cell are all of the elements that may be attacked or severely coated by the process; e.g. windows and gaskets. The Model RS modular optical cell can be removed and replaced in less than 5 minutes, preventing long down-time and costly delays. Noisy Factory Environment Is Overcome By Flow Cell PreamplifierPhotodiodes (used to convert light to electricity) arc fast and stable, however their signal output is very low. A preamplifier and filter arc required to maintain the quality of the signal. A properly designed photodiode preamplifier circuit allows the instrument to function in a hostile factory RFI (radio frequency interference) and EMI (electro-magnetic interference) environment. This feature is exclusive to the McNab Model RS. The electronic preamplifier is custom-packaged to ensure a noise-resistant, high-gain, high-speed and temperature-stable preamplifier detector assembly, allowing sensors to be mounted up to 2,000 feet from the panel. Built-in Zero Standard
No Standardization Required
Extended-life light Source
About McNabMcNab, Incorporated, in business for more than 90 years, designs and manufactures in-pipe analyzers for multi-parameter measurements. We built our first fluid analyzer back in 1930. Today our product line has grown to include not only conductivity, and pH, but also absorption, color, infrared and scatter turbidity measurements. Our products range in complexity from small electronics, such as industrial timers, to multi-point monitoring systems for the newest nuclear power plants. Whether simple or complex, McNab instrumentation can be relied on to have well engineered solid-state circuitry, sound construction, reliable transducers and the McNab commitment to quality products, on-time shipments, reliable field service and reasonable prices. Most McNab instrumentation is manufactured to our standardized designs with pre-existing software, but we maintain the engineering capability to create innovative designs to solve our customers' special instrumentation problems. Specifications
A91-86 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||