
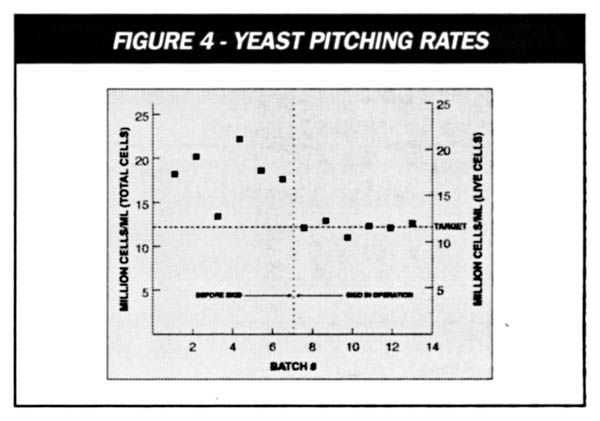
Yeast Pitching with Relatively High Variability in Yeast Slurry Concentration |
|||||||
|
|
Model HSA4 for Yeast Cell CountingBy Curtis Holmes, Alaskan Brewing Company, Juneau, Alaska USA & H.A.Teass, Jr., McNab, Incorporated, Mount Vernon, New York USA This poster by the Alaskan Brewing Company and McNab Incorporated was presented at the 27th EBC Congress, 29 May – 3 June, 1999 |
||||||
SummaryThe Alaskan Brewing Company installed a new skid-mounted yeast pitching system to enhance brewery performance, simplify laboratory requirements and increase pitching efficiency. The yeast pitching skid installation provided immediate results, improving the variability and concentration of pitched yeast by a factor of boiler than 10:1. IntroductionThe Alaskan Brewing Company in Juneau, Alaska, had in place a yeast delivery pump that operated based on the time required to deliver a certain amount of gallons carrying (more importantly) a certain amount of cells/ml. In practice, the laboratory would measure the cells/ml in the slurry and make calculations to determine the gallons of slurry necessary to introduce the correct amount of yeast. From there, the pump would be run at a given flow rate for a calculated period of time to move the appropriate amount of slurry gallons into the wort stream, and subsequently; the fermenter. Brewery management felt that operational efficiencies and product quality improvements were available to them if they could improve pitching accuracy by at least 500%. ObjectivesIn an effort to improve efficiencies and increase brewery productivity, the Alaskan Brewing Company established a goal to improve its yeast pitching accuracy to a +/- 500,000 cells/ml range of target 95% of the time. Reaching this goal was expected to:
The Alaskan Brewing Company sought to reach these objectives with a system that:
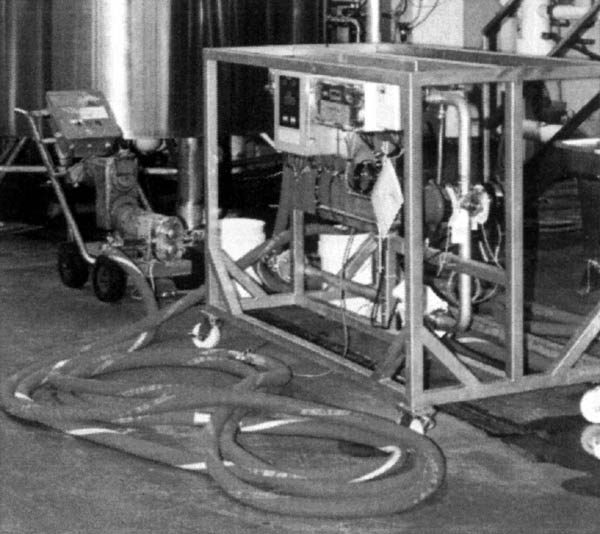
Other Requirements and PreconditionsAlong with the requirements mentioned above, the new yeast pitching system had to be completely sanitary; require a minimal amount of floor space, and not allow the introduction of contaminants by avoiding open handling of the yeast slurry. Brewery management also placed a high emphasis on avoiding the requirement of extra operational personnel's attention and/or increasing the time required for fermentation. Brewery management determined the conventional method of pitching was not adequate to meet its requirements. Typical volumetric flow analysis and tank-yeast-level-change measurements require laboratory dilution (in measurement of cell concentration calculations). Subsequent adjustment by laboratory measurements was deemed too inexact and costly. In other discussions, it is suggested that the laboratory practice of measuring the cells and dilution is more difficult in practice than in theory This difficult laboratory task occurs in a production environment, where there is more work than time available. Particle CountingIn place of laboratory hemocytometer hand-counting, an HSA4 cell counter is used, providing instantaneous cell counts in a 0 to 2 billion cells/ml range (total or-alternatively-live cells counted but note, for necessary correction to live cell counts, continuous cell size correction is suggested (see Cahill). Previous works have shown a high level of correlation between ASBC hemocytometer measurements and the HSA4 cell counter, which employs advanced optics, modern electronics and proprietary algorithms to provide real-time measurements (Figure 1). Likewise, to improve volume accuracy; a flowmeter is used. Upon pump initiation, the total number of cells being delivered to the wort stream are counted and tallied (Figure 2). When the predetermined delivery amount is reached, the pump automatically turns off (slurry delivery may be independently adjusted to match wort flow). As shown by Figure 3, the yeast slurry enters the left-hand side and passes through a hose into the skid. Within the skid, volume is automatically determined and yeast concentration is measured and computer-totalized. It is then moved forward using the yeast slurry pump into the wort line. For yeast delivery systems incorporating load cells on slurry tank, the skid can perform the same function. With additional processing, the signal from the load cells (instead of flow) can be used to determine the gallons delivered while the HSA4 cell counter determines cell concentration. Both methods – tank or flow meter – will provide similar improved results. Results
ConclusionThis project demonstrates that a small- to large-sized brewery can more accurately pitch its yeast to a very high standard. It is a cost-effective method of accomplishing pitching that, in effect, eliminates the uncertain and time consuming laboratory analysis of manually counting yeast cells. This results in high quality beet; greater batch-to-batch uniformity and lower operating expenses. Bibliography
AcknowledgmentsThe authors wish to express their thanks and appreciation to the individuals within their respective organizations - the Alaskan Brewing Company and McNab, Incorporated - who assisted in the design and development of the yeast pitching system and for the thoroughness of their efforts with respect to data acquisition and analysis for the purposes of this poster. Questions? Contact McNab A99-20ALegal Notice: This document may not be used, other than for reference on www.themcnab.com, under penalty of law. |
|||||||
|
|||||||

{kind=link}
{kind=link}
{kind=link}
{kind=link}