Stack monitoring system operates under ambient temperature conditions exceeding 140º F |
|||||||
|
|
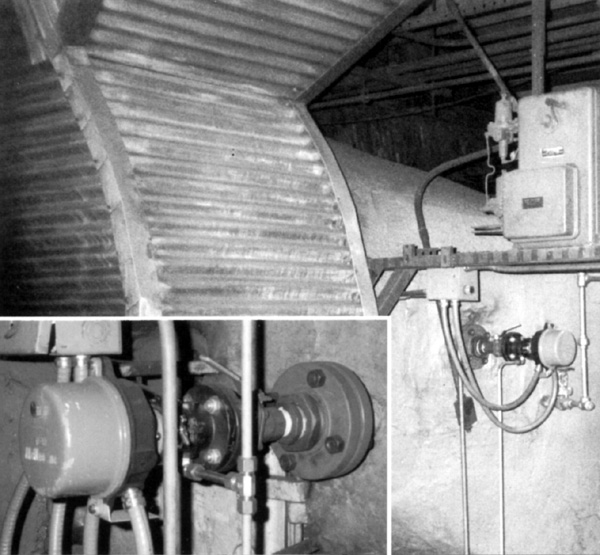
Model S/D Opacity Monitor for Stack Use
|
||||||
ProblemThe smoke opacity monitoring devices employed by an electric utility to monitor the exhaust from individual oil-fired boilers would fail when ambient air temperatures approached 140ºF A power generating station of a very large, East Coast utility employs 10 oil-fired boilers to heat the water required to turn its turbines and generate electricity. Each of the 10 boilers feed their exhaust through a horizontal breach line into the main stack. Emissions from the main stack are monitored by an EPA-compliant monitor. When excess emissions were detected exiting the main stack, plant supervisors wanted to be able to isolate from which boiler the emissions originated. The utility had installed opacity monitors on each of the 10 boilers' breach lines to detect which boiler was causing the trouble. However, during the summer when ambient air temperatures approached 140ºF, the circuitry in the breach units would fuse, causing the units to become inoperable. SolutionThe utility discarded the inoperable monitors and fitted five of the boiler breach lines with McNab Model S/D Stack Opacity Monitors, which are capable of continuous operations under ambient temperature conditions of 160ºF
Particulate matter in the emissions blocks the transmission of the light to the photoelectric cell, which transmits the readings to the indicator. Along with being temperature compensated, the McNab Model S/D also features a unique minimal maintenance design, where a laminar-flow air-sweep system keeps the optical elements clean to allow for typically three months between cleansings. (The previous monitors required cleaning every eighteen hours.) When cleaning of the optical surfaces is required, wing-nut clamps on the Model S/D allow for easy removal of the elements. The Model S/D can also be supplied with dual relay set-points to activate alarms at given opacity levels. Continuous record and strip recorders can also be provided. In this application, the McNab Model S/D monitors performed flawlessly from the beginning, even though the following summer was one of the hottest on record. The utility has since equipped the remaining 5 breach lines with McNab Model S/D Stack Smoke monitors. Questions? Contact McNab A93-52Legal Notice: This document may not be used, other than for reference on www.themcnab.com, under penalty of law. |
|||||||
|
|||||||