
Brine Turbidity Continuously Monitored In-Line |
|||||||
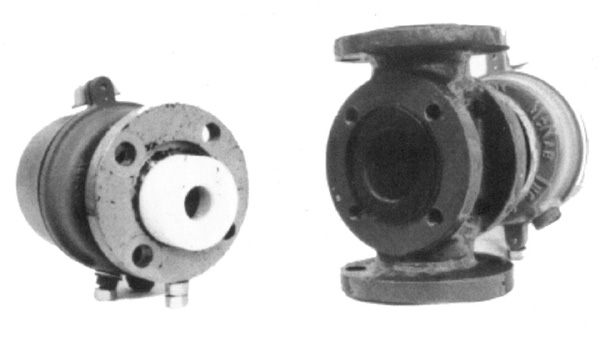 Teflon-lined turbidity flow cell assembly shown open. |
|
||||||
|
Problem: Brine used for chlorine extraction needs to be free of
contaminants before extraction operations commence.
A Compton, California-based chemical manufacturer extracts chlorine from brine through the use of mercury cells. Because mercury cells are highly sensitive to particular contaminants- vanadium, for example, impinges on operations if present at concentration levels of 20 ppm or higher-the company treats and filters the brine prior to beginning the extraction process. To guard against contaminants getting through the treatment and filtering processes the company required a method to continuously monitor the brine after filtration and prior to its entering the mercury cells. Solution: McNab AP-VIE turbidimeters were installed on each of the three heavy-duty discharge lines lending from the pressure-leaf filters to the mercury cells. Each of the turbidity monitoring systems consist of a flow cell, on which two housings are opposite-mounted. One housing contains a light source and the other contains a measuring detector. The flow cell is connected to an indicator/ control cabinet housing the electronics and alarm. The brine flows through the flow cell at 150° F and at 60 psi . The light source continuously sends a light beam through the brine to the photoelectric scanner in the measuring detector which then sends electric signals relating to the amount of light it is receiving to the indicator/control cabinet where the signals are converted to a turbidity value and displayed. Particles in the brine decrease the light reaching the scanner. When solids content reaches a pre-set value, the turbidimeter system triggers an alarm in the control room to alert operators to a potential contaminant problem. The operators take a sample of the filtrate and compare it to a known standard. If the excess turbidity is verified sluicing and backwash operations are commenced in the filters. Questions? Contact McNab A92-41BLegal Notice: This document may not be used, other than for reference on www.themcnab.com, under penalty of law. |
|||||||
|
|||||||
